

Gilsonite cementing additive has been the oilfield industry’s most reliable solution for lost circulation control and low-density slurry design since its introduction in August 1957 — with thousands of successful jobs completed across the world’s most challenging wellbore environments.
What is Gilsonite Cementing Additive?
Gilsonite (natural bitumen / uintaite / mineral bitumen) is a naturally occurring solid hydrocarbon used as a multifunctional additive in oil and gas well cementing operations. It combines low density, lost circulation control, gas migration prevention, and compressive strength maintenance in a single natural mineral — a combination no synthetic additive can replicate alone.
Recent research published in ACS Energy & Fuels (2024) confirms that nano-Gilsonite particles achieve a 53% increase in compressive strength under HPHT conditions — confirming Gilsonite’s continued relevance in next-generation cementing technology.
Why Use Gilsonite Cementing Additive in Oil & Gas Wells?
When a cement slurry is pumped into the annular space between casing and formation, conventional slurries often fail in weak, depleted, or fractured formations — either fracturing the formation or being lost entirely. Gilsonite solves this through three simultaneous mechanisms:
- Slurry Weight Reduction — Specific gravity of 1.04–1.10 g/cm³ reduces slurry density from standard 15.8 ppg down to 11.5 ppg, enabling cementing in weak and depleted formations without fracturing.
- Lost Circulation Control — Gilsonite particles bridge and plug fractures and permeable zones. Field results show 80–90% fill-up where conventional slurries achieve only 50–60%.
- Gas Migration Prevention — Reduces cement transition time during hydration and enhances impermeability of the set cement sheath. Research confirms that exposure to natural gas actually decreases permeability of Gilsonite-enriched cement cores — a unique gas-activated sealing behavior.
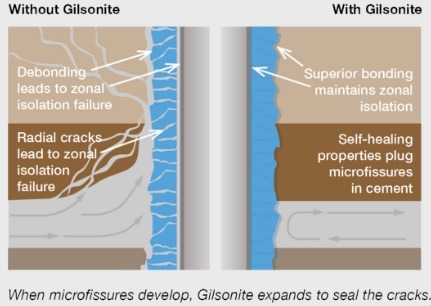
Additional benefits include superior zone isolation, improved mud removal efficiency, and compatibility with all standard cement additives.
Gilsonite Cementing Additive — Technical Specifications
| Property | Value / Range | Test Method |
|---|---|---|
| Specific Gravity | 1.04 – 1.10 g/cm³ | ASTM D70 |
| Softening Point | 160 – 220°C | ASTM D36 |
| Ash Content | Max. 10% | ASTM D271 |
| Moisture Content | Max. 3% | ASTM D95 |
| Solubility in CS₂ | Min. 90% | ASTM D4 |
| Particle Size (D50) | 100 – 600 microns | API 10A |
| Fixed Carbon | 15 – 25% | ASTM D3172 |
| Volatile Matter | 60 – 75% | ASTM D3175 |
| Effective BHT Range | 60°F – 230°F (16°C – 110°C) | Field validated |
Slurry Design and Concentration
Gilsonite concentration in cement slurry typically ranges from 8 to 25 lb/sk (pounds per sack of cement). The relationship between concentration and density reduction is non-linear — the most significant weight reduction occurs at lower concentrations. Exceeding 25 lb/sk creates mixing and placement difficulties without proportional density benefit.
| Gilsonite Concentration | Resulting Slurry Density | Typical Application |
|---|---|---|
| 8 lb/sk | 13.8 ppg | Standard lost circulation zones |
| 12 lb/sk | 13.2 ppg | Moderate weak formations |
| 16 lb/sk | 12.6 ppg | Severely depleted reservoirs |
| 20 lb/sk | 12.0 ppg | Very low fracture gradient zones |
| 25 lb/sk | 11.5 ppg | Ultra-low density applications |
Note: Actual slurry design must be validated by a certified cementing engineer based on well-specific BHT, BHP, and formation conditions.
The Role of Bentonite and Microsilica
Bentonite is essential in Gilsonite cement slurries. Its primary function is to suspend Gilsonite particles within the slurry, preventing flotation and particle segregation during placement. Without adequate Bentonite, slurry uniformity is compromised and cement sheath integrity is at risk.
Microsilica works synergistically with Gilsonite and Bentonite in deep well applications, improving compressive strength development and reducing permeability of the set cement — particularly important in CO₂-bearing formations and HPHT environments.
Cementing Cementing Additive Applications
Primary Cementing
Gilsonite is applied as a low-density lost-circulation additive in surface, intermediate, and production casing cementing operations. It performs in both single-stage and multi-stage operations through lost circulation zones, weak and unconsolidated formations, and depleted reservoirs.
Remedial Cementing
Used in squeeze cementing to seal micro-annuli and inter-zonal communication channels, re-cementing above inadequate fill-up, and plugging back to re-establish drilling fluid circulation. Gilsonite’s particle size distribution makes it particularly effective for sealing natural fractures during squeeze operations.
HPHT Well Cementing
High softening point Gilsonite grades (180–220°C) maintain particle integrity and prevent softening during deep, high-temperature well cementing. This is critical: when standard grades are used beyond their softening threshold, particles can soften during pumping — disrupting slurry uniformity and compromising the thickening time integrity of the slurry downhole. High Softening Point Gilsonite (above 180°C) prevents particle softening during pumping and keeps thickening time intact — a critical requirement in deep well operations where slurry placement takes extended pump time at elevated temperatures. Peer-reviewed research (ACS Energy & Fuels, 2024) further demonstrates that nano-Gilsonite achieves a 53% compressive strength increase under HPHT conditions (100°C / 1000 psi), with accelerated setting and higher ultimate strength compared to base slurries.
Gas Well Cementing
Gilsonite is uniquely suited for high-pressure gas wells. Laboratory testing using Helium-Gas Porosimetry and Liquid-Pulse Decay Permeametry confirms that exposure to natural gas decreases the permeability of Gilsonite-enriched cement cores — a gas-activated sealing response that significantly reduces annular gas migration risk.
Gilsonite vs. Conventional Cementing Additives
| Feature | Gilsonite | Hollow Glass Microspheres | Foam Cement | Expanded Perlite |
|---|---|---|---|---|
| Cost | Low | Very High | Medium | Medium |
| Lost Circulation Control | Excellent | Poor | Good | Moderate |
| Compressive Strength | Good | Reduced | Variable | Reduced |
| Gas Migration Prevention | Excellent | Poor | Good | Poor |
| Field Application | Simple | Moderate | Complex | Simple |
| Temperature Stability | Excellent | Good | Variable | Good |
| HPHT Performance | Proven | Limited | Variable | Poor |
Available Grades for Cementing
| Grade | Particle Size | Softening Point | Best Application |
|---|---|---|---|
| Standard Cementing Grade | 100–600 μm | 160–180°C | General primary cementing, standard lost circulation |
| Fine Cementing Grade | 50–200 μm | 160–180°C | Tight formations, squeeze jobs, micro-fracture sealing |
| Coarse Cementing Grade | 600–1200 μm | 160–180°C | Severe lost circulation, cavernous formations |
| High Softening Point Grade | 100–600 μm | 180–220°C | Deep HPHT wells, high BHT applications |
Field Performance Data
- Fill-up improvement: 80–90% fill-up consistently achieved in lost circulation zones where conventional slurries deliver only 50–60%
- Compressive strength: Nano-Gilsonite at 0.04% BWOC achieves 53% strength increase under HPHT conditions (ACS Energy & Fuels, 2024)
- Fluid loss reduction: 44.7% reduction at 0.01 wt% BWOC in HPHT testing
- Pumping cost reduction: Up to 30–40% reduction in deep well applications due to lower slurry density
- NPT reduction: Fewer remedial cementing jobs required due to improved primary cement quality
- Cement matrix: Microstructural analysis confirms denser, more homogeneous cement matrix with improved particle packing
Packaging and Export
| Package Type | Net Weight | Details |
|---|---|---|
| Multi-Wall Paper Bag | 25 kg | Moisture-resistant, API compliant, palletized |
| Jumbo Bag | 500–1,000 kg | Bulk field operations, crane handling |
| Super Sack | 1,000 kg | Standard wellsite handling, forklift compatible |
FCL (20′ and 40′ containers) and LCL shipments available. Standard delivery 2–4 weeks FOB Mersin, Turkey. Full documentation provided: Certificate of Analysis (COA), MSDS/SDS, SGS inspection on request, API 10A compliance certificate.
Gilsonite vs. Other Cementing Additives — A Complete Comparison
In oil and gas well cementing, engineers select additives based on four critical criteria: density reduction capability, lost circulation control, compressive strength maintenance, and total cost of ownership. Gilsonite (natural asphalt / uintaite) consistently outperforms synthetic and mineral alternatives across all four criteria — which is why it has remained the industry standard for lightweight cementing since 1957.
Gilsonite vs. Perlite
Perlite is a crushed volcanic glass containing approximately 76% silica. While it reduces slurry density when combined with 2–4% bentonite, its critical limitation is compressive strength: perlite has a crushing pressure rating of only 3,000 psi, restricting its use to shallow section casings only. Gilsonite, by contrast, formulates low-density slurries with significantly higher compressive strength, making it suitable for intermediate and production casing strings across a wide depth range.
| Property | Gilsonite | Perlite |
|---|---|---|
| Density Reduction | Excellent (down to 11.5 ppg) | Good (limited range) |
| Compressive Strength | Good — maintained | Poor — max 3,000 psi crush rating |
| Lost Circulation Control | Excellent — bridges and plugs fractures | None |
| Application Depth | Surface to deep wells | Shallow casings only |
| Gas Migration Prevention | Excellent | None |
| Cost | Low | Low–Medium |
Gilsonite Cementing Additive vs. Glass Microspheres
Glass microspheres have a specific gravity of 0.4–0.6 and can produce very low density slurries. However, standard grades withstand pressures up to only 5,000 psi — making them unsuitable for deep high-pressure applications. More critically, they provide zero lost circulation control. Their cost is substantially higher than Gilsonite, and handling requires additional precautions to prevent particle crush during mixing.
| Property | Gilsonite | Glass Microspheres |
|---|---|---|
| Specific Gravity | 1.04–1.10 | 0.4–0.6 |
| Pressure Rating | Suitable for deep wells | Max 5,000–10,000 psi (standard) |
| Lost Circulation Control | Excellent | None |
| Gas Migration Prevention | Excellent | Poor |
| Cost per ton | Low | Very High |
| Handling | Simple | Fragile — requires careful handling |
Gilsonite
Cementing Additive vs. Powdered Coal
Powdered coal functions similarly to Gilsonite as both a lightweight extender and lost circulation material, with a higher melting point of 1,000°F versus Gilsonite’s 300°F limit — giving it a thermal advantage in ultra-high-temperature applications. However, Gilsonite outperforms coal in compressive strength, chemical inertness, gas migration control, and particle size consistency. Gilsonite also delivers superior bridging performance due to its natural asphaltene chemistry.
| Property | Gilsonite | Powdered Coal |
|---|---|---|
| Max BHT Application | 230°F (110°C) standard grades | 1,000°F — high temperature advantage |
| Compressive Strength | Good — maintained | Moderate |
| Lost Circulation Control | Excellent | Good |
| Gas Migration Prevention | Excellent — gas-activated sealing | Moderate |
| Particle Size Consistency | Excellent — controlled screening | Variable |
| Environmental Profile | Natural mineral — non-toxic | Combustion concerns |
Gilsonite vs. Foam Cement
Foam cement uses nitrogen gas injection to reduce slurry density and can achieve very low densities. However, it requires specialized equipment, nitrogen supply, trained personnel, and complex real-time quality control — significantly increasing operational cost and risk. Foam cement compressive strength is also variable depending on foam quality. Gilsonite achieves comparable density reduction with conventional mixing equipment, no specialized machinery, and simple field application.
| Property | Gilsonite | Foam Cement |
|---|---|---|
| Equipment Required | Standard cement equipment | Nitrogen supply + foam generator |
| Operational Complexity | Simple | Complex — real-time monitoring required |
| Lost Circulation Control | Excellent | Good |
| Compressive Strength | Good — consistent | Variable — depends on foam quality |
| Cost | Low | Medium–High (equipment + nitrogen) |
| Pressure Sensitivity | Stable | Sensitive — quality varies with BHP |
Gilsonite vs. Synthetic Polymer Additives
Synthetic polymers — including acrylamide-based and polyvinylpyrrolidone (PVP) compounds — are prone to hydrolysis in the highly alkaline environment of cement slurry, causing excessive retardation in compressive strength development. High-molecular-weight synthetic polymers also produce viscous slurries requiring increased pumping energy, and their cost is substantially higher than natural mineral additives. Gilsonite, as a chemically inert natural mineral, is completely immune to alkaline hydrolysis and delivers consistent, predictable performance without side effects.
The 8 Core Advantages of Gilsonite (Natural Asphalt) in Well Cementing
The following advantages explain why Gilsonite remains the preferred cementing additive for oilfield engineers worldwide — and why no single synthetic alternative has replaced it in over 65 years of industry use:
1. The Only Single Additive That Does Three Jobs Simultaneously
Gilsonite uniquely combines density reduction, lost circulation control, and gas migration prevention in a single naturally occurring mineral. Achieving all three functions with synthetic alternatives requires multiple separate additives — each adding cost, compatibility risk, and slurry design complexity.
2. Reduces Slurry Weight Without Sacrificing Compressive Strength
Every other lightweight additive — perlite, foam cement, glass microspheres — achieves density reduction at the cost of compressive strength. Gilsonite reduces slurry density from 15.8 ppg down to 11.5 ppg while maintaining structural integrity of the set cement — solving the density problem without creating a strength problem.
3. Proven in the World’s Most Challenging Formations
Since 1957, Gilsonite has been used in thousands of cementing operations across lost circulation zones, cavernous formations, depleted reservoirs, and low fracture gradient environments. Field results consistently show 80–90% fill-up in conditions where conventional slurries deliver only 50–60%.
4. Gas-Activated Sealing — A Unique Natural Property
Laboratory research confirms a phenomenon unique to Gilsonite: exposure to natural gas actually decreases the permeability of Gilsonite-enriched cement cores. In the most critical application — high-pressure gas wells — Gilsonite’s sealing performance improves in service. No synthetic additive exhibits this behavior.
5. Chemically Inert — No Side Effects, No Compatibility Issues
Synthetic polymer additives undergo hydrolysis in the alkaline cement environment, causing unpredictable retardation. Gilsonite is completely chemically inert — it does not react with cement, formation fluids, or any standard cementing additives. This makes slurry design straightforward and eliminates unexpected chemical interactions downhole.
6. Environmentally Sound — Natural, Non-Toxic Mineral
As environmental regulations in the drilling industry become increasingly stringent worldwide, Gilsonite’s natural origin becomes a growing competitive advantage. It is non-toxic, non-synthetic, with no hazardous chemical components — regulatory compliance is straightforward with no special environmental handling protocols required.
7. Simple Field Application — No Specialized Equipment
Unlike foam cement (requiring nitrogen and foam generators) or glass microspheres (requiring careful anti-crush handling), Gilsonite uses standard cement mixing equipment available at any wellsite. This eliminates specialized contractor equipment, reduces mobilization cost, and makes Gilsonite equally accessible in remote and offshore locations.
8. Lowest Total Cost of Ownership
Gilsonite delivers the lowest cost per unit of performance in the cementing additive market — a fraction of the cost of glass microspheres, with no specialized equipment unlike foam cement. It reduces total well cost through:
- Pumping cost reduction of 30–40% through lower slurry density
- Reduced non-productive time (NPT) through improved primary cement quality
- Elimination of multiple additives needed to achieve the same result
- Fewer remedial cementing and squeeze jobs per well lifecycle
Summary: For over 65 years, no synthetic or mineral alternative has replicated Gilsonite’s combination of density reduction, lost circulation control, gas migration prevention, chemical inertness, environmental compatibility, and simple field application at competitive cost. This is why Gilsonite (natural asphalt / uintaite) remains the reference standard for lightweight and lost-circulation cementing in the global oil and gas industry.
Frequently Asked Questions About Gilsonite Cementing Additive
What is Gilsonite cementing additive used for?
Gilsonite cementing additive is used in oil and gas well cementing to reduce slurry density, control lost circulation, prevent annular gas migration, and improve zone isolation. It is suitable for primary cementing, remedial cementing, squeeze jobs, and HPHT well applications across surface, intermediate, and production casing strings.
How much Gilsonite is added to cement slurry?
Typical concentration ranges from 8 to 25 lb/sk (pounds per sack of cement). At 8 lb/sk, slurry density is approximately 13.8 ppg. At 25 lb/sk, ultra-low density slurries of 11.5 ppg are achievable. Beyond 25 lb/sk, density reduction diminishes and mixing difficulties increase.
Why is Bentonite used together with Gilsonite in cement?
Bentonite suspends Gilsonite particles within the slurry, preventing flotation during placement. Without it, particle segregation compromises slurry uniformity and cement sheath integrity. Microsilica is commonly added alongside to improve compressive strength and reduce permeability in HPHT applications.
Does Gilsonite work in HPHT wells?
Yes. Gilsonite is effective from 60°F to 230°F (16°C to 110°C). For deeper, hotter applications, High Softening Point grades (180–220°C) are specifically required. Standard grades used beyond their softening threshold can soften during pumping, disrupting slurry uniformity and compromising thickening time integrity downhole. High Softening Point Gilsonite prevents particle softening during the entire pump time and keeps thickening intact — essential in deep wells where slurry placement takes extended time at elevated BHT. Nano-Gilsonite research (ACS Energy & Fuels, 2024) further confirms a 53% compressive strength increase under HPHT conditions (100°C / 1000 psi).
How does Gilsonite prevent gas migration?
Gilsonite reduces cement transition time and enhances set cement impermeability. Uniquely, exposure to natural gas decreases the permeability of Gilsonite-enriched cement cores — a gas-activated sealing mechanism confirmed by laboratory testing using Helium-Gas Porosimetry and Liquid-Pulse Decay Permeametry.
What is the difference between Gilsonite cementing additive grades?
Grades differ in particle size and softening point. Fine grades (50–200 μm) target tight formations and squeeze jobs. Standard grades (100–600 μm) cover general primary cementing. Coarse grades (600–1200 μm) address severe lost circulation. High softening point grades (180–220°C) are specified for deep HPHT wells.
Is Gilsonite compatible with other cement additives?
Yes. Gilsonite is chemically inert and fully compatible with all standard cement additives — retarders, accelerators, fluid loss agents, and dispersants. Its natural inertness simplifies slurry design compared to synthetic alternatives.
Contact RAHA Gilsonite Co.
For technical data sheets, Certificate of Analysis, API 10A compliance documentation, and competitive pricing for your specific well requirements:
- 📧 info@gilsoniteco.com
- 📱 WhatsApp: +905395277445
- 🌐 Submit a Technical Enquiry →
RAHA Gilsonite Co. · Dubai · Ankara · API 10A Compliant Supplier · FOB Mersin